电解水制氢技术,作为氢能产业的核心环节,正迎来前所未有的发展机遇。从小型路边加氢站到大型制氢工厂,尽管规模差异巨大,但电解的基本原理保持不变。每个电解槽在1.8至1.9伏的电压下运作,这一数值受温度和电解液添加剂的影响,将水分子分解成氢气和氧气。在电流密度高达每平方米0.5安培的条件下,一个面积为2,000平方厘米的电解槽,由1,000安培的直流电驱动,每天可产出约1公斤的气态氢气。
尽管电解水制氢的基础化学原理早已为人熟知,但降低成本和提高效率仍是未来发展的关键。目前,制氢成本在每公斤4至7美元之间,取决于电价和电解槽的效率。美国能源部已设定了雄心勃勃的目标:到2025年将成本降至每公斤2美元,2030年进一步降至1美元。要实现这些目标,不仅需要电解槽效率的显著提升,还需要通过大规模部署电解工厂实现规模经济。
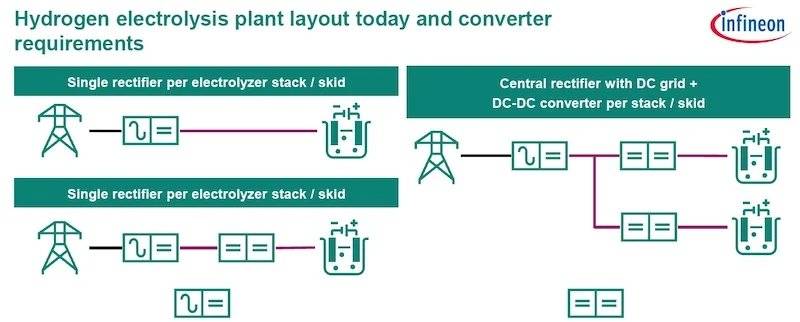
效率提升的关键在于更高效的电能转换系统,这促使行业更加关注英飞凌、力特等高压设备核心供应商的技术进步。电解过程虽然属于化学过程,但电力消耗巨大,这些电力可以来自电网,也可以通过“交流/直流耦合”系统直接连接风力发电机,或通过“直流/直流耦合”系统连接光伏电站和储能电池。
传统上,为大型电解厂提供电能转换的高压设备市场由ABB、西门子、施耐德电气等巨头主导。然而,随着电解工厂需求的激增,这些行业巨头迎来了新的机遇,同时,掌握高压电力设备技术的中小企业也获得了市场空间。无论是传统厂商还是新兴企业,都需要满足电解厂运营商在电能质量、转换效率、运行可靠性和综合成本方面的严格要求。
在高压设备领域,这些要求为电子元件制造商创造了新的机遇。他们正在通过提供能够提升上述指标的产品,推动元件层面的创新。在交流/直流耦合系统中,电解厂采用的电源转换系统主要有两种拓扑结构:基于二极管/晶闸管的整流拓扑和采用IGBT的有源前端(AFE)拓扑。AFE整流器能够实现单位功率因数运行,总谐波失真低于5%。
数十年来,基于晶闸管的12脉或24脉系统一直是交流/直流耦合电解系统的主流方案。这种架构以其坚固耐用、效率高和电流密度高等优势,特别适合功率超过1兆瓦的高耗能场景。然而,随着IGBT技术的不断发展,其在效率和控制精度方面的优势逐渐显现,尤其在追求最大效率的绿氢制备中尤为重要。尽管IGBT系统在安装和维护方面相对复杂,但其体积更小,易于安装,且能提供更精准的功率控制。

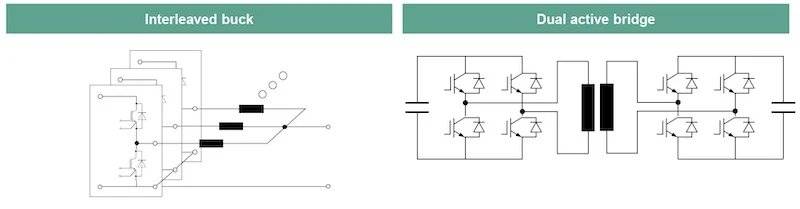
在直流/直流耦合系统中,交错降压和双有源桥拓扑是主流。英飞凌的CoolSiC FET系列通过突破性的2,000伏击穿电压,充分发挥了碳化硅MOSFET的电气与散热优势。对于不同功率段的电解槽,英飞凌提供了多样化的元件选择,包括IGBT和碳化硅MOSFET等。
随着氢能市场的爆发,从固定电源到交通运输,氢能正成为推动多领域变革的关键力量。美国能源部的降本目标彰显了氢能技术的战略地位。要实现“十年内1美元/公斤”的目标,不仅需要全产业链的技术创新,还依赖于规模化部署带来的成本摊薄。电力元件效率的持续提升和产品组合的日益丰富,为电解设备制造商提供了更大的创新空间。全球氢能项目的激增和承诺投资额的大幅增长,预示着氢能革命已势不可挡。
在这场由元件革新驱动的产业升级中,浮思特科技等拥有核心技术的电子元器件供应商和解决方案商,正发挥着越来越重要的作用。他们为客户提供IGBT、IPM模块等功率器件以及单片机(MCU)、触摸芯片等产品,为氢能新时代的发展贡献力量。